Ukuze kuthuthukiswe ikhono lolwazi lomkhiqizo lesisebenzi Esisha, i-Meiwha Industry Association ibambe ukuqeqeshwa kolwazi lomkhiqizo waminyaka yonke ka-2023, futhi yethule uchungechunge lokuqeqeshwa kwayo yonke Imikhiqizo ye-Meiwha.
Njengomuntu oyedwa we-Meiwha, Kumelwe kube ulwazi olucace kakhudlwana mayelana nezibambi zamathuluzi, ompompi abafakayo nabagayayo, ama-Drill, Imishini Yokugaya eBoring neminye imikhiqizo efanele,Masiphinde sifingqe okuqukethwe kwalokhu kuqeqeshwa,


Isibambi samathuluzi e-CNC siklanyelwe ukubamba ngokuvikelekile zonke izinhlobo zamathuluzi okusika kuyilapho eyiswa emuva naphambili ngesikhathi sokusebenza komshini. Ngekhono layo lokushintsha ngokushesha abasiki besayizi abahlukene, le divayisi ingenza umehluko omkhulu ngesikhathi esilondoloziwe kanye nokusebenza kahle okutholwe lapho kusetshenziswa imishini efana nezinsimbi noma imishini yokugaya. Kufanele ibe nezitobhi ezilungisekayo ukuze o-opharetha bazi kahle lapho ukusikeka kwabo kuqala futhi kuphele ngaso sonke isikhathi–okwandisa amaleveli okunemba kakhulu.Isibambo samathuluzi siyindikimba yokuxhuma yethuluzi lomshini kanye nethuluzi. Isibambo samathuluzi siyisixhumanisi esiyinhloko esithinta i-ukugxila kanye nebhalansi enamandla. Akumele kuthathwe njengengxenye evamile.I-Concentricity inganquma ukuthi inani lokusika lengxenye ngayinye yokusika lifana ngaphansi kwesimo sokujikeleza okukodwa kwethuluzi; Lapho i-spindle iphenduka, ukungalingani okuguquguqukayo kuzokhiqiza ukudlidliza kwezikhathi
MeiwhaUmbambi, izinhlobo ezivame ukusetshenziswaWe ihlukaniswe yaba BT-ER Umbambi, i-BT-C iqinileUmbambi,I-FMB-FMA Face Milling CutterUmbambi, BT-MTA Mose umkhono wetaper, BT-SK High speed sk collet chuck, BT-APU Drill chuck, BT-HM Hydraulic expansion chuck, BT-SR Shrink fit chuck

Okwa camathuluzi okugaya e-CNC asetshenziswa ngokujwayelekile, ngokwesimo, hlukana phakathi isicabaifaka, ikhala eliyindilingaifaka kanye nebholaifaka
Ithuluzi ngalinye linendima yalo ethile, ethize ngale ndlela elandelayo:
1) flatifakaI-CNC machining center flatifaka ifakaibizwa nangokuthi ifulethiifakanoma isinqamuli sokugaya sokugcina, sizungeze unqenqema oluyinhloko, phansi onqenqemeni lokusika lwesibili. Ingasetshenziselwa i-Engeli enzima necacile, qedela indiza eseceleni nendiza evundlile. Okuvame ukusetshenziswa yi-ED20, ED19.05 (3/4 inch), ED16, ED15.875 (5/8 inch), ED12, ED10, ED8, ED6, ED4, ED3, ED2, ED1.5, ED1, ED0.8 kanye ne-ED0.5. U-E uwuhlamvu lokuqala lwe-End Mill; I-D imelela ububanzi obunqamulelayo. Ngaphansi kwezimo ezijwayelekile, zama ukukhetha ububanzi obukhuluifakalapho uvula obukhulu, futhi mfushane ngangokunokwenzeka lapho ulayishaifaka, ukuze kuqinisekiswe ukuqina okwanele futhi ugweme intwasahloboifaka. Lapho ukhetha aifaka, kuyadingeka ukuhlanganisa indawo yokucubungula, ukunquma ubude be-blade obufushane kanye nobude bengxenye eqondile, bese ukhetha ofaneleka kakhulu.ifakaetholakala enkampanini. Uma i-slope eseceleni ibizwa ngokuthi i-slopeifaka, ungaqeda umqansa.
2) Ikhala eliyindingiliziifakaCNC machining centre round ikhalaifaka, ebizwa nangokuthi i-flat Rifaka, ingasetshenziswa ukuvula umumo omaholoholo, oyisicaba futhi ogobileifaka. Ngokuvamile, i-angular radius ingu-R0.1 ~ R8. Ngokuvamile kukhona i-integral kanye ne-blade blade. Ikhala eliyindingiliziifakangokufaka okusanhlamvu kubizwa nangokuthi "ukundizaifaka", esetshenziselwa kakhulu indawo enkulu yokuvula okushelelayo nokuvundlileifaka. Okuvame ukusetshenziswa yi-ED30R5, ED25R5, ED16R0.8, ED12R0.8 kanye ne-ED12R0.4. Ngokusemandleni, kukhuluifakakufanele kukhethwe umshini onzima wokundizaifaka. Lapho ucubungula izindawo ezijulile, ubude bethuluzi kufanele bufakwe kuqala ukuze kucutshungulwe izindawo ezingashoni kakhulu, bese kucutshungulwa isikhathi eside izindawo ezijulile, ukuze kuthuthukiswe ukusebenza kahle futhi kungasikwa.
3) IbholaifakaCNC machining isikhungo ibholaifakaubizwa nangokuthi Rifaka, ikakhulukazi esetshenziselwa indawo egobile ekukhanyeniifakanokukhanyaifaka. Imimese yebhola esetshenziswa kakhulu yi-BD16R8, BD12R6, BD10R5, BD8R4, BD6R3, BD5R2.5 (evame ukusetshenziselwa ukucubungula umgijimi), BD4R2, BD3R1.5, BD2R1, BD1.5R0.75 kanye ne-BD1R0.5. B wuhlamvu lokuqala lwe-Ball Mill. Ngaphansi kwezimo ezijwayelekile, ngokulinganisa irediyasi yendilinga engaphakathi yesibalo esicutshunguliwe ukuze kunqunywe ithuluzi elisetshenziselwa ukuqedela, ngokusemandleni okukhetha ukukhetha okukhulu.ifaka, ifakaukulungisaifakaukucubungula

eyodwa i-milling cutter i-rotary cutter enezinyo elilodwa noma ngaphezulu lokusika.Lapho lisebenza, izinyo ngalinye lokusika linqamula umugqa wocezu lokusebenza ngokulandelana. I-Milling cutter isetshenziswa kakhulu emshinini wokugaya indiza, isinyathelo, i-groove, ukwakha indawo kanye nomsebenzi wokusika.-ucezu.
I-Milling cutter ihlukaniswe yaba yi-flat end milling cutter, i-ball end milling cutter, i-round nose milling cutter, i-aluminium milling cutter.

4.Thepha
Ukuthepha kuyintoeyodwa ithuluzi lokucubungula imicu yangaphakathi ehlukahlukene ephakathi nendawo encane. Ilula ngesakhiwo futhi kulula ukuyisebenzisa. Ingasetshenziswa ngesandla futhi ingasebenza namathuluzi omshini
Yini ukuthepha

Ukuthepha ukusetshenziswa kompompi ukusika imicu yangaphakathi emgodini womsebenzi-ucezu.
Ompompi bahlukanise phakathiQondileI-Spirals Tap,I-Flute Tap, i-Tip Tap, ne-Extrusion Tap

I i-drill iyithuluzi lokusika emshinini wokubhoboza osetshenziselwa ukukhipha izinto zokwakha imbobo futhi cishe njalo inesigaba esiphambanayo esiyindilinga.Izingcezu zokubhola ziza ngobukhulu obuhlukahlukene kanye nokwakheka futhi zingakha izinhlobo ezahlukene zemigodi ezintweni eziningi ezahlukene. Ukuze ubhoboze imbobo, i-drill bit ivame ukunamathiselwe ku-drill bit, okuvame ukuzungezwa ukuze kunikeze amandla okusika umsebenzi. I-bit izobamba isiphetho esiphezulu se-bit ebizwa ngokuthi i-shank ku-chuck.
Ngokwezinto ezahlukahlukene ze-workpiece, singahlukanisa izingcezu ze-Drill zibe i-HSS Drill, i-Alloy Drill, i-Twist Drill ne-Carbide Drill.

Eyodwa visi-e iyisimo sendawo yonke esetshenziselwa ukubamba ucezu lomsebenzi.Umshini usebhentshini lokusebenza ukuze ubambe futhi uzinzise ucezu lokusebenza. Kuyithuluzi elidingekayo le-workshop ye-fitter. Umzimba we-rotary disc clamp ungaphendukiswa ukuze uzungezise ucezu lokusebenza endaweni efanele yokusebenza
Sinamandla aphezulu we-Hydraulic Vise kanye ne-MC Compact Power Vise kanye ne-Angle vise eqinile.

Kubaqhubi bemishini, uma ithuluzi ligqokwa ekusetshenzisweni, lingasetshenziswa ukugaya ithuluzi, ukuze i-blade iqhubeke nokusetshenziswa ukuhlangabezana nezidingo zokunemba ze-workpiece.
SineMill Sharpener, Tap Sharpener, Drill Sharpener izinhlobo ezintathu zomshini wokugaya
Abasiki bokugaya, ompompi futhi izinsimbi zokubhoboza zingagaywa

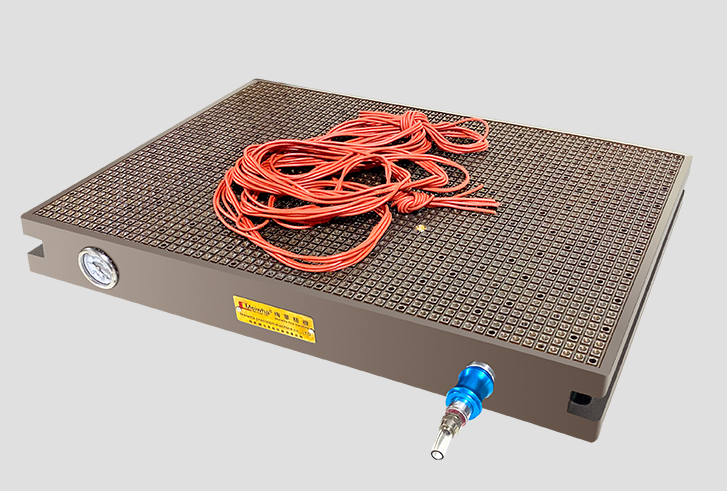
7.Umnceli
I-workpiece i-adsorbed ebusweni bediski ukulungisa, nokusika umshini,
Sine-CNC Vacuum Sucker Ehlanganisiwe, i-CNC Powerfull Permanennt Magnet Sucker, CNC Electro-Permanent Magnetic Chucks, izinhlobo ezintathu zeSucker
Isikhathi sokuthumela: Feb-24-2023




